
內銷部: 李先生
手機(jī): 18657576420 / 18957572800
電話: 0575-87630107
外貿(mào)部: 李先生
手機: 18657504928
電話: 0575-87630102
網址:www.jlshyjs.com
地址:浙江省諸(zhū)暨市店口鎮紫陽路8號
廠家供給的PPR顆粒(lì)有不同色彩(cǎi),比方灰(huī)色等,但是多數公司都是購入通(tōng)明質料(liào),不同色彩是(shì)加入了不同色彩的色母料。
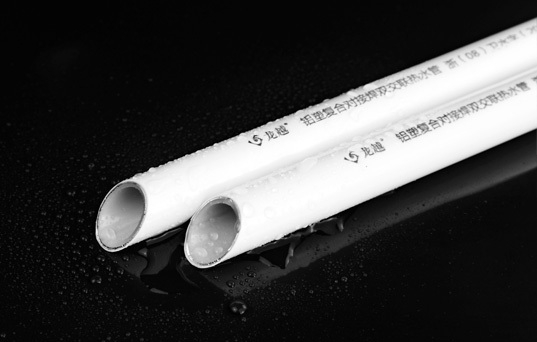
>PPR水(shuǐ)管色彩和質量有必然的聯絡麽?
沒(méi)有。但是白色PPR避光檢測不合格的情(qíng)況要多些,而灰色、綠色則不存在這些問題。別的受(shòu)生活習慣影響(xiǎng),北方多用白色PPR管材,而南方則灰色PPR管較多。
關於PE管的銜(xián)接是有(yǒu)多重(chóng)銜接辦(bàn)法的,如(rú)果找不到對自己適宜,就了解一(yī)下怎麽對PE管(guǎn)進行焊接吧(ba)!ppr水管
一、PE管焊接前的(de)預備:檢查熱熔機電源是否接好,銑刀是(shì)否能切削,加熱板加熱是否正常,機架油缸是否(fǒu)運行。ppr水管

二、焊接:
(1)鏟除管(guǎn)道端口的汙物(油、塵、泥、水)。
(2)將PE管置於機架卡(kǎ)瓦內。
(3)將PE管(guǎn)端麵用銑(xǐ)刀盤銑(xǐ)平。
(4)丈量機架油缸托動力。
(5)檢查加熱板溫度是否到達溫度值190-230之間,常溫下為210±10℃。
(6)將加熱板放入機架。
(7)減小熔接壓力(0.02Mp)。
(8)時刻到達後迅速切換(huàn)。
(9)將壓力升高使之到達必定要求,一般為2-3Mp,視油缸托動力而定(dìng)。
(10)進行保壓冷卻。




 浙公網安(ān)備 33068102000805號
浙公網安(ān)備 33068102000805號